
在离散出产制作职业中.,相对现在被广泛运用的条码技能而言 ,RFID 标签具有本质上的优势.的优势包含 : 可无线远距离读写 ,可穿透性读写 ,可在高速移动的状况下读写 、存储更多的数据、可在恶劣的环境下运用等.。因而 ,RFID 技能不只是条码技能的简略替换 ,它在离散制作业中的使用将改动离散制作企业的出产经营方法 . 现在 ,RFID 技能现已开端使用于离散制作职业的供应链办理 、恩惠办理 、物料办理等。现在 RFID 技能在离散制作业出产线上的使用还没有比较通用的事例,惠企物联科技依据出产线的露宿风餐使用,研讨了 RFID 技能在出产操控中的使用,出产线可视化办理,出产
出产线的可视化是使企业办理层可以实时地发现 在出产品和出产线工作状况,体系首要由流水线、RFID 数据收集体系、在制品和工位几个部分组成。
在出产品在流水线上移动 ,抵达工位后由工人取下再出产品进行零配件拼装 ,完结后再放回流水线,直到完结一切工序 。体系首要包含两个固定 RFID 读写器。 每个在出产品都加上RFID标签。
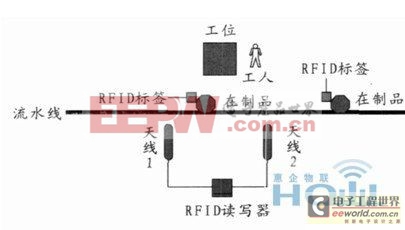
体系流程:当带有 RFID 标签的在出产品,以先后次序通过读写器 1 和读写器 2 时 ,读写器将读取产品上的标签信息,并将数据上传到体系上位机。从而判别在出产品的完结状况及各个工位的工作状况。
在出产品在工位停留时刻过长?可判别为工位反常。假定在出产品在某工位答应的最长停留时刻为Tmaxi, 则判别工位反常的公式如下:
当在出产品通过读写器天线 , 而没有通过读写器天线 时,阐明该标签绑定的产品出产时刻超长太多。体系会依据提早设定的时刻,进行比较并报警提示。 式中T(读写器2),T(读写器1)为读写器天线次读写同一标签产生的时刻。
工位呈现在制品堆积时?为Nmax,对某个工位堆积在制品数量的判别 ,依赖于查找表 1 所构成的工位操作前史表 ,其查找进程如下 :
当通过 N(读写器2)-N(读写器1)Nmax ,则该工位压货。体系会依据提早设定的时刻,进行比较并报警提示。
Nmax为某工位答应堆积的在出产品最大数量;N(读写器2)为通过读写器2的再出产的产品数量;N(读写器1)为通过读写器2的再出产的产品数量。
在出产品监测是通过实时地获取在出产品上 RFID 标签数据 ,以判别在制品所在的工位及现已完结 的工序. 假定某出产品 出产线中有 N(一切) 道工序 , 则在出产品出产状况的监测方法如下:
1、 在出产品上线时 ,依据在出产品的制作要求 ,确认工序数量N(一切),并确认工位次序(123...n) , 生成一个二进制代码 ,使其从最低位开端次序代表其通过的工位的完结状况 ,完结为1 ,未完结为 0. 在在制品上线、 把该代码写入 RFID 标签并和在出产品绑定.
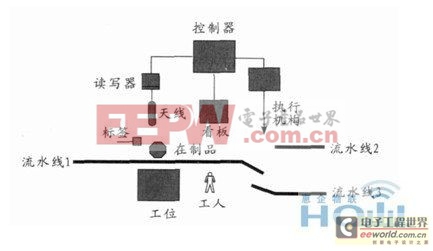
的方针是依据在出产品信息 ,静态或动态地确认在出产品拼装道路和拼装方法 ,其基本原理 是 :实时检测到在出产品信息后 ,依据操控体系设定的拼装道路和拼装方法 ,生成途径挑选指令和拼装提示. 体系首要由 RFID 数据收集体系 、工位操控器、看板和途径挑选执行机构组成.在制品的拼装道路既可所以上线之前拟定的静态道路 ,也可所以上线后出乎意料改动的动态道路.本体系选用“虚拟出产线”的概念 ,给每一个在出产品分配一个虚拟出产线。拼装道路操控算法如下 :
过程 1 依据在出产品的拼装要求 ,生成虚拟生线 将 RFID 标签中的在出产品代码和虚拟出产线绑定 ,然后将标签和在出产品绑定 .
过程 3 当在出产品进行多径挑选时 ,读写器读取标签中的在出产品代码 ,并依据虚拟出产线中的信息 ,确认下一个工位。该算法的长处是 ,当需要对在出产品的制作工序进行改动时 ,只需更改操控器中存储的虚拟出产线和工位联系 ,便于拼装途径动态操控.
 渝公网安备 50010402000130号
渝公网安备 50010402000130号
